Pôvodne som plánoval, že prvý článok so skutočným modelom bude niečo technicky zaujímavé. No keď som narazil na stránkach Honzíkovy vláčky (mimochodom stránky veľmi zaujímavé a inšpirujúce, odporúčam aspoň prelistovať) článok Na kolejišti mi chyběla kašna, rozhodol som sa začať týmto protestným článkom.
Zmieňovaný článok (a komentáre k nemu) patrí k tým, z ktorých vyžaruje dojem, že „skúsili sme, nepodarilo sa, radujme sa, veseľme sa“. Je to môj čiste subjektívny pocit, netvrdím, že ten článok vznikal s týmto zámerom, avšak tento pocit ma inšpiroval k tomuto didaktickému článku. Na príklade fontány sa dá veľmi názorne ukázať, ako sa dopracovať k slušnému 3D výtlačku.
V prvom rade pri návrhu treba zohľadniť špecifiká technológie. Nedá sa jednoducho predpokladať, že to, čo si nakreslím, tak rovno aj vytlačím. Tak ako pri odlievaní musíme formu navrhnúť tak, aby sa z nej odliatok dal vybrať (napríklad zaslepiť okná), aj pri 3D tlači existujú špecifiká, na ktoré treba myslieť. Na príklade fontány si ukážeme dve: eliminácia podporných konštrukcií a obmedzenie artefaktov pri presune tlačovej hlavy.
Eliminácia podporných konštrukcií
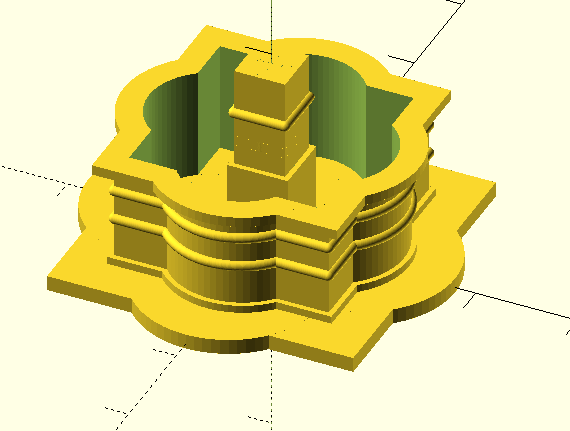
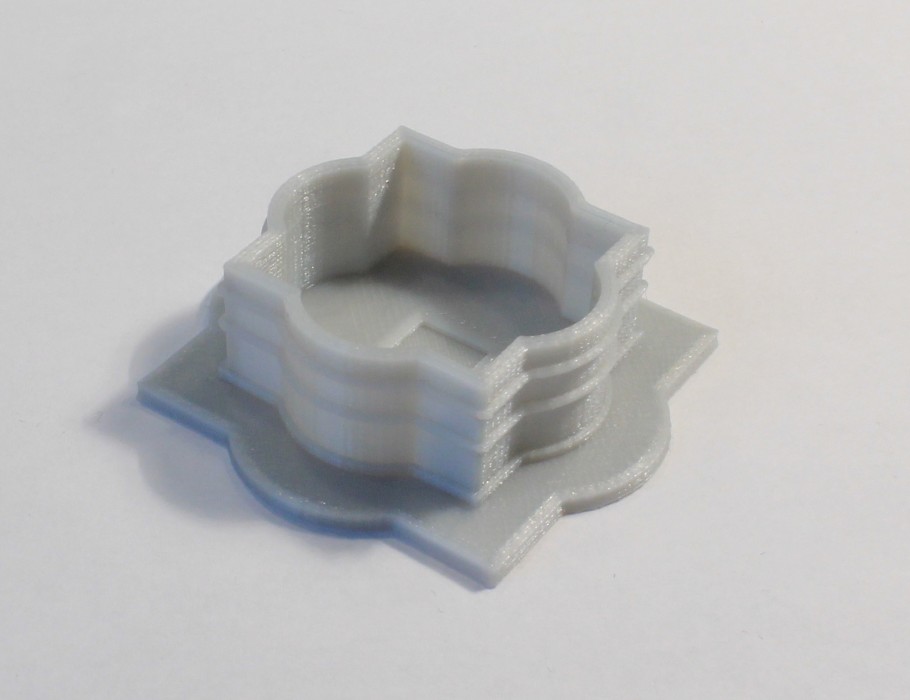
Model fontány obsahuje pomerne široký horný okraj, ktorý výrazne prečnieva. Pokiaľ takýto okraj skúsime vytlačiť bez podpory, niektoré vlákna sa dostatočne neprichytia a pod okrajom obruby vytvoria slučky. Tieto slučky bude treba pri finalizácii odstrániť, čo je nielen práca navyše, ale okraj obruby ostane hrboľatý.
Treba podotknúť, že menšie previsy, resp. previsy pod uhlom alebo oblúkové previsy sa bez podpory dajú tlačiť s veľmi dobrým výsledkom.
Často používaným riešením je použitie podpory – je to ľahká, automaticky generované konštrukcia, o ktorú sa previs oprie. Podpora je bodovo pripojená k zvyšku modelu a po jej odstránení ostanú na povrchu viditeľné artefakty. Preto je tlač s podporou nevhodná na viditeľných miestach.
Najlepšia metóda v tomto prípade je rozdeliť model na dve časti – fontánu bez obruby a obrubu. Obe časti vytlačíme nezávisle a vo finále ich zlepíme. Toto je spôsob, ktorý sme zvolili aj my.
Obmedzenie artefaktov
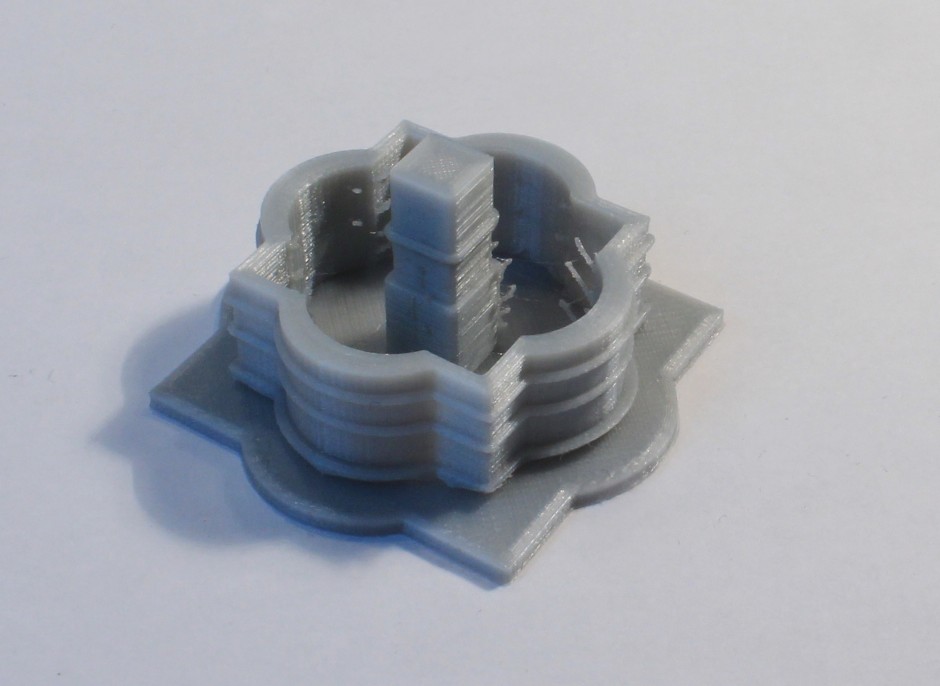
Pri tlači fontány so stredovým stĺpom pri tlači každej vrstvy hlava musí prechádzať medzi obrubou a stredovým stĺpom. Počas tohoto presunu by sa z trysky nemala uvoľňovať žiadna hmota. Keďže tryska nemá žiaden ventil, nie je možné zabrániť, aby sa malé množstvo hmoty pri presune uvoľnilo. Tlačiareň sa síce snaží tento jav obmedziť tým, že strunu počas prenosu zatiahne, avšak malé množstvo hmoty obvykle odkvapne. Toto sa prejavuje ako malé kvapky, vlákienka alebo tyčinky. Obvykle nie je problém ich odstrániť (väčšinou sa dajú oškrabať nechtom), avšak na povrchu po nich ostávajú viditeľné stopy. Tieto artefakty sú pekne viditeľné na vyššie uvedenom obrázku.
Riešením je ďalšie rozdelenie modelu – stĺp odstrániť, vytlačiť ho samostatne a na dne fontány nechať vybranie, ktoré uľahčí jeho presnú montáž.
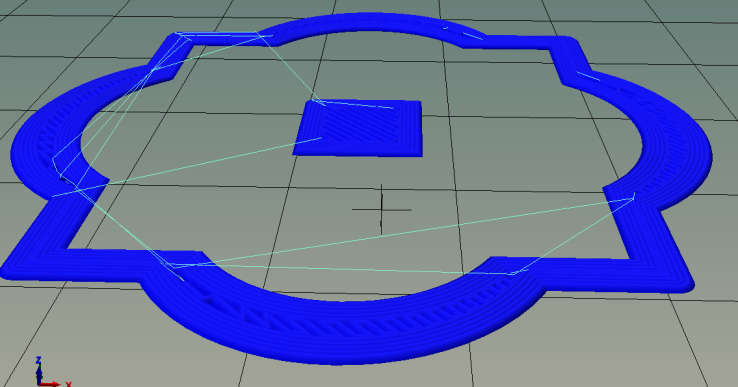
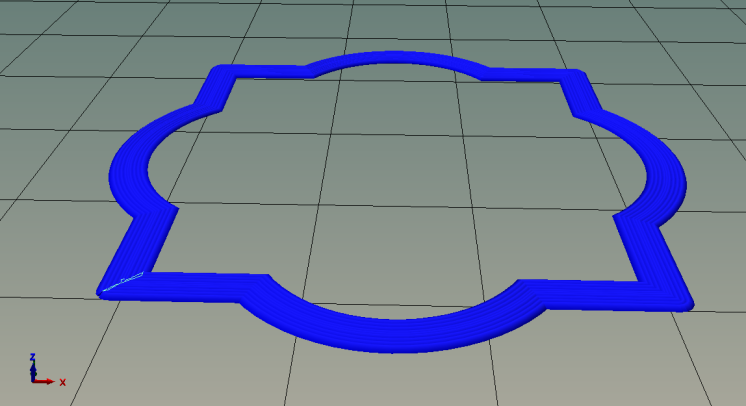
Softvér, ktorý pri tlači používame (Repetier-Host) ponúka náhľad, kde je vidieť ako sa bude pohybovať tlačová hlava. Z obrázku naľavo vidíme, že okrem samotného stĺpu sú presuny hlavy spôsobené nerovnakou hrúbkou steny modelu v oblúkoch a hlava sa musí presúvať, aby sa vyplnili ostrovčeky, ktoré ostanú po vykreslení okrajov. Po oprave modelu a odstránení stĺpu sa presuny hlavy výrazne zredukovali (obrázok uprostred). Výsledný výtlačok je takmer dokonalý (obrázok vpravo).
 |
 |
 |
| Pohyb hlavy pri kompletnom modeli | Pohyb hlavy po odstránení stĺpu a opravení chýb | Vytlačený model po odstránení stĺpu a opravení chýb |
Samostatná tlač stĺpu môže predstavovať problém v tom, že má pomerne malú základňu a počas tlače sa od podložky oddelí. Na to existuje niekoľko riešení:
- rozšíriť základňu stĺpu
- využiť tzv. obrubu, ktorú dokáže vytvoriť softvér: okolo základne sa vytlačí široký krúžok, ktorý sa následne odstráni. Vzhľadom k tvrdosti plastu je táto operácia pomerne pracná.
- vytvoriť si vlastnú obrubu ako súčasť modelu, ktorá bude k modelu pripojená ľahko odstrániteľnými mostíkmi. Toto je cesta, ktorou sme sa ubrali my
A výsledok?
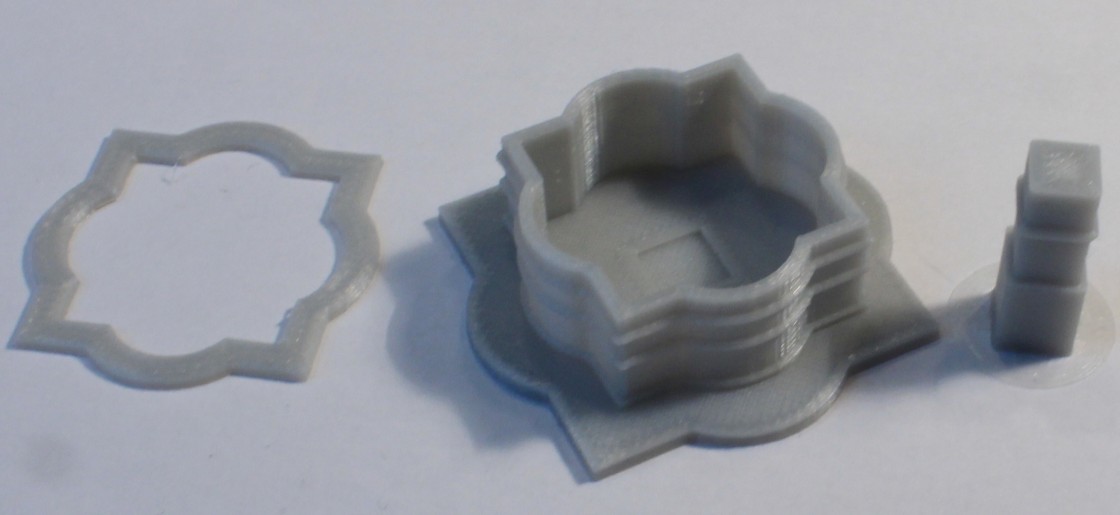
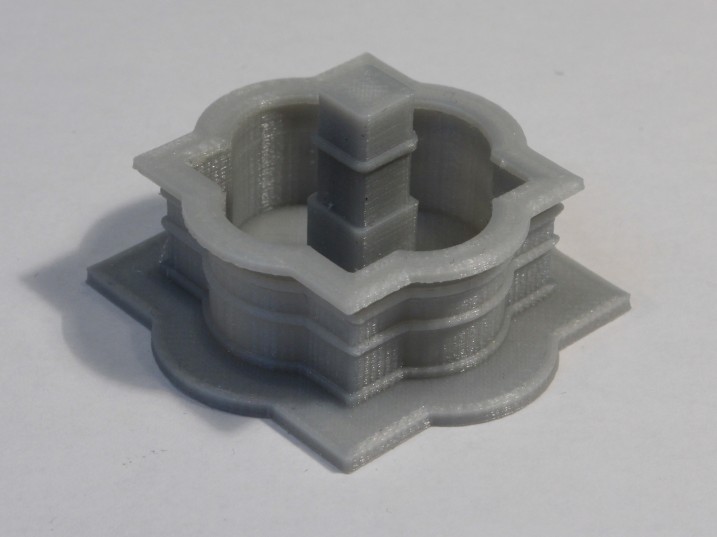
Na obrázku vľavo sú hotové komponenty tak, ako boli vytlačené, bez akýchkoľvek ďalších úprav. Na obrázku uprostred je skompletovaná fontána v pôvodnej veľkosti. Na obrázku vpravo sú jej zmenšeniny: fontána polovičnej veľkosti stojí na jednoeurovej minci a fontána tretinovej veľkosti stojí na jednocentovej minci. Myslím, že výsledok – až na to zvlnenie spôsobené škrípajúcim ložiskom – nie je vôbec zlý.
 |
 |
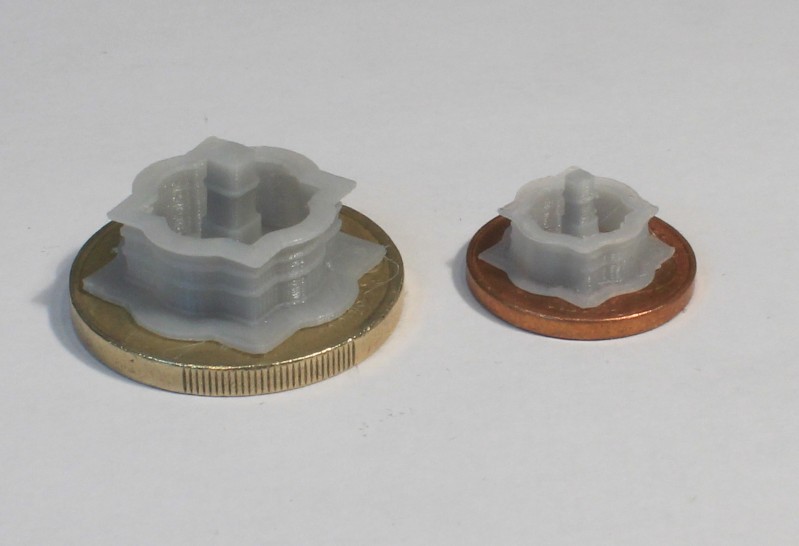 |
| Vytlačené komponenty | Zostavená fontána | Zmenšeniny v polovičnej a tretinovej veľkosti |